
广东旭海森机器人有限公司
众彩网
联系人:余意
电 话:186 7678 5116
E-mail:yuyi@xuhaisen.com
767851166@qq.com
网 址:gdedu84.com
公司地址:广东省东莞市松山湖园区寿昌路5号中集产城中区1栋3单元412
焊接方法和工艺:
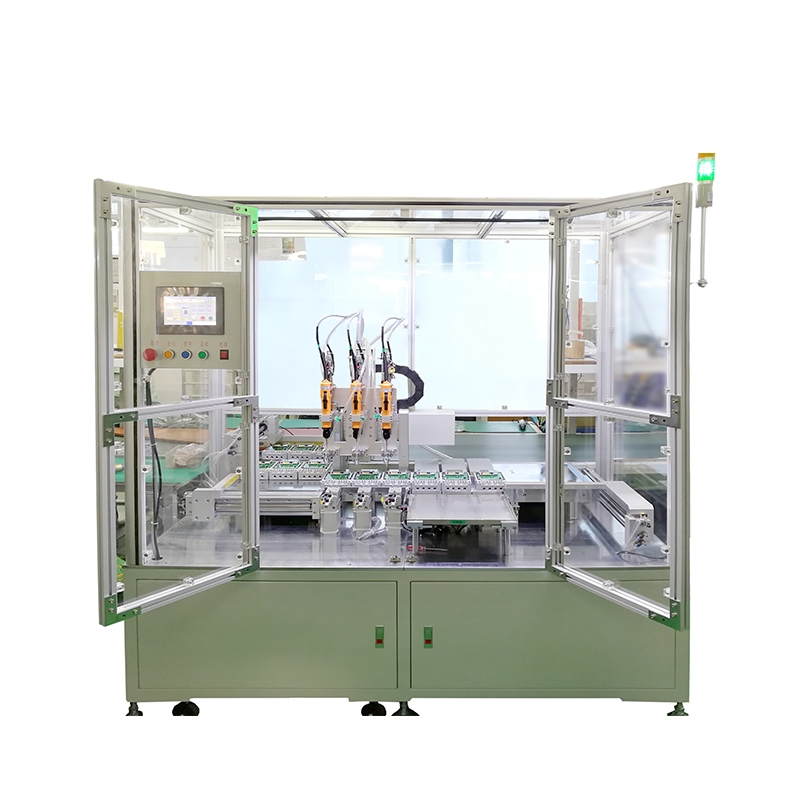
在保证焊接产品质量的前提下,焊接方法的选择应具有较高的生产率和较低的生产成本。自动打螺丝机由送料系统和付锁系统构成,其中送料部分,又称为螺丝排列机,螺丝供给机,是一种比较简单的把螺丝排成一排,以提高工作效率为目的的一种小型自动化设备,广泛应用于电子产业。螺丝机一种自动化锁螺丝的小型机械,质量的性能稳定性才是最关键的。全自动焊锡机一台焊机加一个丝印台和两名工人一天就可完成同尺寸的PCB板近100块,小尺寸可达数千块。焊锡机众彩网改变了焊机只能依靠自然冷却或拽出PCB板于焊机外进行冷却的做法,使回流焊工艺曲线更完美,避免了表面贴装器件损伤及焊接移位问题。焊接方法的选择应充分考虑产品的结构类型、母材性能、接头形状和生产条件。通过控制焊接工艺,包括焊前准备、焊接顺序、焊缝能量和层间温度控制,保证焊接质量。焊前准备包括坡口准备、接头组装、焊区清理和焊接材料干燥。
众彩网为了保证焊接质量,应从材料、板厚、接头形式和焊接方法等方面考虑坡口的准备。在压力容器的装配过程中,错误的边缘会导致接头产生较大的附加弯矩。
环连接的生活。清洁垫是有效的措施,以防止焊接气孔和裂纹。电极使用前应进行干燥,在干燥后千个电极一般应为烘烤。预热温度梯度可降低焊接区,为了降低焊接热影响区的冷却速度,从而降低了焊接接头的应力,以避免硬化组织,防止冷裂纹,提高了热影响区的韧性。预热温度根据钎焊材料的焊接试验结果主要是确定的。高度克制焊件,预热温度应增加。当使用焊接材料中的扩散氢的量非常低,预热温度可适当降低。当困难的工作条件和差的焊接工件的焊接,下部预热温度可以被选择,并且低温热处理(150?250℃),焊接,之后,以补偿焊前预热
不足。
众彩网选择焊接顺序时,焊缝应尽可能处于相对自由的收缩状态。这种奇怪的屏蔽的焊接顺序是刚性的,并且产生具有大的收缩的焊接,并且对具有小的收缩的焊缝进行再焊接,以确保焊接可以被焊接。
众彩网适当降低预热温度..在工作条件差,焊接条件困难的工件上焊接时,可选择较低的预热温度,焊接后可进行低温热处理(150~250°C),以弥补焊接前预热不足..
众彩网当选择的焊接顺序,焊接应该是在收缩状态相对自由。焊接顺序的选择原则是焊接大量焊缝收缩,则焊缝收缩量较小,缝焊可以确保
众彩网它具有更大的收缩自由度,产生更小的残余应力,并防止裂缝的发生。
在评价焊接接头性能时,热影响区(HAZ)的性能尤为重要。HAZ的宽度取决于焊接方法等因素。焊接能量对一些低合金钢和不锈钢焊接热影响区的质量有很大影响。在铬镍奥氏体不锈钢的焊接中,过高的焊接换热人会扩大焊缝附近焊缝的敏化温度范围,延长焊缝在高温下的停留时间,最终导致焊接接头热影响区的耐蚀性下降。
过度焊接电流变得更小的形状因子,以使焊缝到枝晶的生长,容易引起凝固裂纹。在MIG焊接和埋弧焊,焊接电流过大,焊接手指形状是容易在焊接裂纹凹部,以产生细晶体。







 关键词:
关键词:
